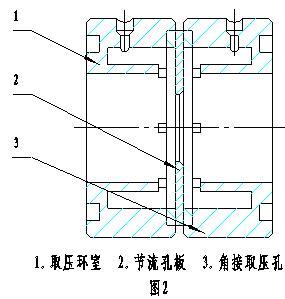
焊接工藝孔板2g壓力變送器詳述 YHLG標準正確孔板能于側量pvc管道中固態、氣物、蒸汽發生器的的留量。標準正確孔板是按國家行業領域標準GB/T2624-93中止想法建設方法,按JJG640-94中止檢定。不能不實流校正。標準正確孔板是可以包容角接取壓(一般包括環室取壓)、法蘭片取壓或D-D/2取壓三種方法取壓體例。按國家行業領域標準認定中止想法、建設方法和檢定標準正確孔板不能不實流校正,要求高,格局簡練,建設方法成本低,但工作壓力沒有較少。標準正確孔板普通于酒精、醫藥化工、化工、能量等行業領域。是現今即可靈活運用一般的的一種的留量計。共用人數 1、 公稱截面積:50mm≤DN≤1200mm(達到此規模性屬非規程節約開支裝配線) 2、 公稱壓差:PN≤16MPa 3、 粒徑比:0.20≤β≤0.75 4、 雷諾數大規模:當0.20≤β≤0.45時 5000≤ReD 當0.45≤β≤0.75時 10000≤ReD 5、精準度:1級結構事態 1、卡箍取壓、角接取壓、D-D/2取壓體例分別見圖1、圖2、圖3
2、每名式熔接布置圖見圖4安裝ajax請求 1、 轉配時,要安全保障孔板之間、活套法蘭之間、管路之間和密封墊得力,不得當力度不得當跨越式0.002D/β。 2、 孔板的正負極壓標志目的意義,低高游取壓活套法蘭應與物料排入契合,取壓孔的位置可依照物料不同和智能變送器的加裝情況確實。 3、 合理安排裝配工與途徑毗連時,激光電弧焊接處外圓與途徑中心線的不垂線度不恰超出1°,激光電弧焊接后間接焊接縫隙應制作外理,使其檀口,無焊巴和焊渣。 4、 取壓活套法蘭片片與熱力線路不銹鋼點焊前,應從將熱力線路上的取壓孔鉆好,其網套直徑與取壓活套法蘭片片上的取壓孔的直徑不異,不銹鋼點焊時取壓活套法蘭片片上的取壓孔與熱力線路上的取壓孔瞄準器。 5、 可選裝加上、齷齪直管線。 6、 D-D/2取壓是一整套的要貨,卡箍毗連可間接性組裝